|
浅析运用模具提高数控冲床加工效益
文/深圳锐特尔精密模具有限公司—李冰 发表于《钣金与制作》
随着数控冲床的不断更新换代,数控冲床的冲击速度不断加快,钣金加工工艺的不断完善,模具技术也在悄然更新。由于精密钣金行业在国内发展较晚,普通民众对钣金的认识为:汽车覆盖件或者常见的白铁皮加工等。同时真正涉及钣金模具的专业资料就更少,几乎在图书馆查不到关于钣金模具的专业书籍;由于国内钣金模具行业门槛较低,行业的良莠不齐,导致业界相互敌视,几乎没有行业间的技术交流,即使有技术方面的推广,基本停留在个体产品介绍上,厂家以宣传推销产品为主要目的。为了让钣金模具技术能广泛传播,笔者根据自身从事数控冲床模具多年的经验及查阅相关设备厂商模具资料,就厚转塔数控冲床模具应用方面的基本知识做出浅析。
您是否在思考:怎样的模具结构才耐用?怎样才能减少停机修模时间?高速加工中如何防止挂板、拉板、带料、跳料?进口的高速冲床是否可以运用国产模具替代进口?国产模具能否保证高速加工品质及速度?(注:AMADA公司的VIPROS、AC、AE、EM系列机型,FINN-POWER的X5、E5系列机型都属于高速机型)
模具要耐用,除了好的模具材质,好的热处理,好的加工工艺外,更需要好的运用和选型!要实现高速度、高品质的加工就必须选择ABS模具,也就是气吹模具!要选择气吹模具就得设备必须有气吹功能。如AMADA公司的VIPROS、AC、AE、EM系列机型,FINN-POWER的X5、E5等系列机型都具有气吹功能。
  气吹功能在AMADA公司称为AIR BLOW SYSTEM,威尔逊公司简称的ABS就来自于AIR BLOW SYSTEM 气吹功能在AMADA公司称为AIR BLOW SYSTEM,威尔逊公司简称的ABS就来自于AIR BLOW SYSTEM 的缩写。这个系统也可以加装在过去的旧机型上来实现吹气功能。 的缩写。这个系统也可以加装在过去的旧机型上来实现吹气功能。
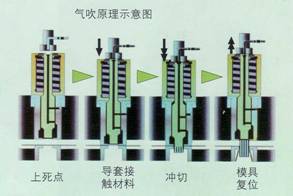
具体工作原理为系统将润滑油通过装置在压缩空气高压下雾化,数控冲床加工时把高压油雾气体通过冲床打击锤喷入ABS冲头气吹孔内,再通过导套导入口的压料面及侧面喷射出来。
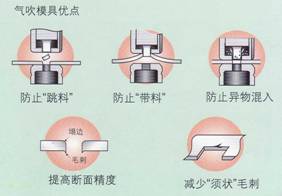
气吹功能特点:
1、ABS模具在加工时能充分润滑冷却冲头;
2、抑制刃口粘连金属粉末,进一步提高冲头寿命,采用气吹功能的冲头是普通冲头使用寿命的2.5-3倍;
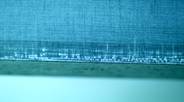
   85标准冲头导向面润滑不良导致溶着粘连,导致冲头啃导套,结果是导套和冲头一起报废 85标准冲头导向面润滑不良导致溶着粘连,导致冲头啃导套,结果是导套和冲头一起报废
   
85标准冲头刃口表面溶着粘连将导致废料上浮、带料、拉板,制品冲切断面粗糙等品质问题
3、抑制废料上浮,有效的减少跳料,特别是加工双面覆膜的板材;
4、模具实现自动润滑冷却及自我清洁,减少模具维护时间,延长模具研磨周期,从而延长模具寿命。
ABS模具自润滑及工作中自我清洁后,刃口表面溶着大幅减少,加工速度和品质将大幅提升
ABS气吹模具的喷油雾功能对导套及机床转塔孔的充分润滑和清洁,极大保护了机床转塔,延长了机床使用寿命,大幅提高了生产效率及产品品质的稳定性。这就是AMADA使用多年的二手冲床转塔孔与导套配合精度依然良好的重要原因之一,当然这跟客户在使用设备过程中的良好保养有极大的关系!一台在日本使用了近20年的数控冲床还能在中国市场卖到跟国产新机一样甚至超过新机的价格,这是我们钣金企业选用钣金设备和模具类型及设备的保养维护值得深思的地方啊!
气吹模具目前市面上有多种组合方式
如美名的自润滑和威尔逊的ABS,AMADA的气吹,下面以国内常用85系列的AB工位组合为列:
85气吹冲头+85标准打击头组件+气吹导套,这种组合方式仅仅具备上述的基本气吹功能和特点;
 AB工位上模组合高度为209.5mm,打击头组件为普通弹簧结构,冲头刃磨量只有2.5mm,初期采购成本较低,加工的优越性不能充分体现。 AB工位上模组合高度为209.5mm,打击头组件为普通弹簧结构,冲头刃磨量只有2.5mm,初期采购成本较低,加工的优越性不能充分体现。


u 推荐高速加工选用可调气吹模具,AMADA公司称为NEX模具
组合方式为:85气吹冲头 + 可调打击头组件 + 气吹导套
EX模具AB工位上模组合高度为208mm,比普通85系AB工位模具高度低1.5mm,这个组合特点为下列所述:
a) 冲头研磨量剧增为5-9mm,加工4.5mm厚板研磨量为5mm,加工1.5mm以下的板材研磨量高达9mm!
b) 增加冲头研磨量就是延长模具使用寿命,就是降低模具采购量,也就是节省了钣金加工的成本提高了效益!
c)  与其他模具结构相比,模具的拆装与调节非常简单,拿在手上就可以拆装或者调节模具的闭合高度。 与其他模具结构相比,模具的拆装与调节非常简单,拿在手上就可以拆装或者调节模具的闭合高度。
d) 模具调整以后整套模具的闭合高度不变,AB工位上模长度208mm,不再需要操作员去调整机床参数,省时省事,提高功效。
e) 加工速度比普通模具高出10-20%,模具高度始终不变,冲头只需缩入导套导向口0.5mm,(普通85系AB工位冲头缩入量是1.0mm)同时可以减少冲头对下模的入模量,因此使得整个冲压行程可以保持在很小的范围内,加上气吹喷雾的配合,从而保证了高速冲切!

f) REX可调打击头组件(NEX弹簧)也可以用来装备普通数控冲床,也可以配合普通85冲头和导套实现快速调节和增加刃磨量的功能!
g)  有了可调打击头组件,原来的旧型85系列要报废的冲头或者已经报废的冲头,只要冲头长度不小于199mm均可再用!因为可调打击头(NEX弹簧)配合冲头能始终保持长度为207.5mm。 有了可调打击头组件,原来的旧型85系列要报废的冲头或者已经报废的冲头,只要冲头长度不小于199mm均可再用!因为可调打击头(NEX弹簧)配合冲头能始终保持长度为207.5mm。
u 气吹可调导套,AMADA公司称为Z导套(万用导套),威尔逊、美铭均有类似结构产品。
市场上各系列类似产品也很多,该产品用于高速度、高品质冲切。
a)  标准85CDE工位导套不具备可调功能,必须通过加垫片来补正模具高度,垫片过高了会致使冲头导向槽与导套导向键失去结合,丧失导向定位的作用,可能造成冲头在导套内部旋转移位,最终冲坏下模和导, 致机床损坏!为了保证精度,冲头安全研磨量只有2mm; 标准85CDE工位导套不具备可调功能,必须通过加垫片来补正模具高度,垫片过高了会致使冲头导向槽与导套导向键失去结合,丧失导向定位的作用,可能造成冲头在导套内部旋转移位,最终冲坏下模和导, 致机床损坏!为了保证精度,冲头安全研磨量只有2mm;
b)
可调导套的双导向双层调节模式,省去采购或者制作垫片的麻烦及成本,却能轻松让冲头研磨量剧增为5mm!冲头寿命延长2.5倍!增加冲头研磨量就是延长模具使用寿命,就是降低模具采购量,也就是节省了成本提高了效益!(大工位冲头价格比较昂贵)

c)  可调导套的冲头自动调整功能非常简单快捷,只需按下导套上面的调节按钮(push),转动导套上的冲模头,通过目测冲头顶面距离退料板面1mm时,松开调节按钮停止转动即完成。整个模具调节过程只需数秒即完成,节省工作中大量的无用工时。 可调导套的冲头自动调整功能非常简单快捷,只需按下导套上面的调节按钮(push),转动导套上的冲模头,通过目测冲头顶面距离退料板面1mm时,松开调节按钮停止转动即完成。整个模具调节过程只需数秒即完成,节省工作中大量的无用工时。
d)
气吹模具加工速度比普通模具高出10-20%,因为模具高度始终不变,冲头只需缩入导套导向口0.5-1.0mm,
e) 同时可以减少冲头对下模的入模量,因此使得整个冲压行程可以保持在很小的范围内,加上气吹喷油雾的润滑配合,从而保证了高速冲切!
f) 气吹可调导套也可以安装旧型冲头85标准冲头,同样实现可调节免垫片功能!达成节省成本提高功效的目标!
事实上不少厂家仍然是开着最先进的数控冲床,用着最传统的旧式85标准模具,导致操作员因为担心废料反弹,拉板、模具粘着等问题发生,人为的将数控冲床冲切速度降低,白白浪费了昂贵数控冲床的应有的功效,十分令人遗憾!
选用旧式模具的原因:第一是设备及模具厂家对先进模具技术的普及力度不足,导致钣金企业采购人员对模具这个消耗品的认识不专业,不知道设备应该用什么样的模具才能更有效的提高生产效率和加工品质;第二是由于模具行业内一些不良销售人员的误导所致,第三基于模具采购成本的硬指标或者其他灰色因素的考虑,因此而放弃了更先进的模具结构的选用。
敬告:如果数控冲床不具备气吹功能或者气吹功能未开启的状态下使用气吹模具是没有效果的,在某些情况下还有副作用,如加工覆膜板材。因为气吹模具的导套结构与普通旧式85模具导套设计不同,气吹模具导套密封精度高,当冲头冲压后在提升的过程中,如果上模不喷气的话,导套内部气压低于外部气压,废料反而会被吸上来了,类似于注射器原理。在实际加工须注意!
结论:通过上列赘述及图片展示不难看出,要实现高速冲压,同时设备又具备或者加装了气吹功能,就必须使用ABS气吹模具,既可以解决高速冲切过程中模具的发热粘着问题,也能防止高速冲切中的废料上浮问题,还能减少产品的毛刺,减少后工序处理毛刺的工时。为了充分的发挥高速数控冲床的最佳性能,选用ABS气吹+可调功能的模具将成为钣金加工的最佳利器。
注:文中提及AMADA为天田公司商标,部分内容为摘自AMADA公司模具手册。
更多钣金资讯,请扫描下方二维码关注钣金智造联慧微信公众平台。

|